- Home
- About Journals
-
Information for Authors/ReviewersEditorial Policies
Publication Fee
Publication Cycle - Process Flowchart
Online Manuscript Submission and Tracking System
Publishing Ethics and Rectitude
Authorship
Author Benefits
Reviewer Guidelines
Guest Editor Guidelines
Peer Review Workflow
Quick Track Option
Copyediting Services
Bentham Open Membership
Bentham Open Advisory Board
Archiving Policies
Fabricating and Stating False Information
Post Publication Discussions and Corrections
Editorial Management
Advertise With Us
Funding Agencies
Rate List
Kudos
General FAQs
Special Fee Waivers and Discounts
- Contact
- Help
- About Us
- Search




The Open Cybernetics & Systemics Journal
(Discontinued)
ISSN: 1874-110X ― Volume 12, 2018
Improving the Production Performance and Ergonomic Aspects Using Lean and Agile Concepts
Marlene Ferreira Brito1, Ana Luísa Ferreira Andrade Ramos2, *, Paula Carneiro3, Maria Antónia Gonçalves4, José António de Vasconcelos Ferreira2, Ana Beatriz Tavares Frade5
Abstract
Background:
The study described in this work took place in the sanding and polishing area of a meta-lurgical company, where workers’ complaints due to the strength needed to perform manual tasks, as well as their repetitive pattern, led to cases of shoulder pain and tendinitis.
Objective:
The study aimed to evidence the benefits of using an integrated operations management approach, following lean/agile/ergonomic concepts, to improve the performance and ergonomic aspects of a production system.
Methods:
Rapid Upper Limb Assessment (RULA) was the chosen method to evaluate the ergonomic situation, due to the existence of strong arm and hand exertions. Anthropometric studies were carried out in order to improve workers' workstations and a simulation model was developed to support decisions regarding the “best” layout configuration.
Results:
Through the enlargement of tasks, the reduction of waste and the reconfiguration to a cellular layout it was possible to increase the responsiveness and flexibility of the production system, to improve key performance indicators such as Lead time and Work in Progress, and to considerably improve the ergonomic conditions of the workers. The quantitative results suggest reductions of 80% in transportation times, 30% in lead time, 50% in Work In Process, and a decrease in the ergonomic risk from 5 to 4.
Conclusion:
The results demonstrate that it is possible to reach an efficient production system, which meets safety and ergonomics requirements, by using lean and agile principles and companies should consider both ergonomic aspects and production performance during continuous improvement implementations to increase productivity and worker well-being.
Article Information

Identifiers and Pagination:
Year: 2018Volume: 12
First Page: 122
Last Page: 135
Publisher Id: TOCSJ-12-122
DOI: 10.2174/1874110X01812010122
Article History:
Received Date: 3/5/2018Revision Received Date: 12/06/2018
Acceptance Date: 11/07/2018
Electronic publication date: 31/07/2018
Collection year: 2018
open-access license: This is an open access article distributed under the terms of the Creative Commons Attribution 4.0 International Public License (CC-BY 4.0), a copy of which is available at: (https://creativecommons.org/licenses/by/4.0/legalcode). This license permits unrestricted use, distribution, and reproduction in any medium, provided the original author and source are credited.
* Address correspondence to this author at the Department of GOVCOPP Research Centre, DEGEIT – University of Aveiro, Aveiro, Portugal; Tel: +351234370361; E-mail: ARAMOS@UP.PT
| Open Peer Review Details | |||
|---|---|---|---|
| Manuscript submitted on 3-5-2018 |
Original Manuscript | Improving the Production Performance and Ergonomic Aspects Using Lean and Agile Concepts | |
1. INTRODUCTION
These days, there is extreme pressure for businesses to be competitive in their markets of choice. In order to compete in the marketplace, manufacturing companies are challenged by current market conditions to not only maintain their capabilities but also improve them. Firms have been optimizing their processes and supply chains so as to keep up with globalization trends and fast technological evolution, as well as deliver value to customers who are better informed and more demanding than ever before [1A. Karim, and A. Arif-Uz-Zaman, "A methodology for effective implementation of lean strategies and its performance evaluation in manufacturing organizations", Business Process Management, vol. 19, pp. 169-196.
[http://dx.doi.org/10.1108/14637151311294912] ].
Historically, the determining factors in manufacturing companies were the economies of scale, with an emphasis on mass production, which went for maximum capacity as a way of maximizing profits. This led to inflexible, hard to reconfigure manufacturing plants which produced goods based on long-term estimates and then released them into the market [2J. Rao, and V. Kumara, "Review of Supply Chain Management in Manufacturing Systems", International Conference on Innovative Mechanisms for Industry Applications, pp. 759-762.
[http://dx.doi.org/10.1109/ICIMIA.2017.7975567] ].
From the mid-90s onwards, the paradigm changed and the focus became the fast production of new products. Priority was given to customer requirements, and a company’s performance started being measured through the lens of customer satisfaction. This shift carried with it concepts such as agility, flexible manufacturing systems (FMS), etc. These concepts brought pull systems front and center, sidelining the conventional, traditional push systems [3L.B. Zhang, "A Study on Push –Pull Mode of Supply Chain Based on System Dynamics", IEEE International Conference on Grey Systems and Intelligent Services, pp. 1375-1380.].
Concepts of agile manufacturing, thus, became the norm, with companies operating in an environment of continuous and unforeseen change [2J. Rao, and V. Kumara, "Review of Supply Chain Management in Manufacturing Systems", International Conference on Innovative Mechanisms for Industry Applications, pp. 759-762.
[http://dx.doi.org/10.1109/ICIMIA.2017.7975567] ].
Lean production or lean manufacturing grew, with Toyota motors, in post-Second World War Japan. This concept is based on the idea of cutting down waste [4J. Bhamu, and K. Sangwan, "Lean manufacturing: literature review and research issues", Int. J. Oper. Prod. Manage., vol. 34, no. 7, pp. 876-940.
[http://dx.doi.org/10.1108/IJOPM-08-2012-0315] ] by running production with a smaller inventory as well as a decrease in human effort, equipment, time and space, in order to meet customer demands in a highly responsive manner. This, in turn, means that the way companies are run must be adapted in order to meet these new challenges and is grounded on the companies’ responsiveness and flexibility as well as on the cost and quality of the goods and services that their customers are willing to accept [5A. Gurumurthy, and R. Kodali, "Justification of Lean Manufacturing Systems", IEEE International Conference on Industrial Engineering and Engineering Management, Singapore, pp. 377-381.
[http://dx.doi.org/10.1109/IEEM.2007.4419215] ]. An agile company must be capable of having a flexible production system, shorter setup times and WIP (Work in Process) and also to circumvent all kinds of waste. These are some of the key components of a lean production system. This means that, if a company wants to be agile, it also has to be lean [6R.V. Narang, "Some Issues to Consider in Lean Production", First International Conference on Emerging Trends in Engineering and Technology, pp. 749-753.Nagpur, India
[http://dx.doi.org/10.1109/ICETET.2008.113] ].
What numerous companies fail to realize is the potential for further increasing the productivity gains if ergonomic principles were integrated and implemented at the same time as Lean Systems [7I.L. Nunes, "Integration of Ergonomics and Lean Six Sigma. A Model Proposal", Procedia Manufacturing, vol. 3, pp. 890-897.
[http://dx.doi.org/10.1016/j.promfg.2015.07.124] ]. Since Ergonomics is most commonly housed within the Occupational Safety and Health (OSH) department (essentially to answer legal requirements and to perform risk management), managers have a tendency to inadvertently narrow its scope of intervention to hazards, instead of taking advantage of its help to advance organizational effectiveness, business performance and costs [7I.L. Nunes, "Integration of Ergonomics and Lean Six Sigma. A Model Proposal", Procedia Manufacturing, vol. 3, pp. 890-897.
[http://dx.doi.org/10.1016/j.promfg.2015.07.124] ]. According to [8R.H. Westgaard, and J. Winkel, "Occupational musculoskeletal and mental health: Significance of rationalization and opportunities to create sustainable production systems - A systematic review", Appl. Ergon., vol. 42, no. 2, pp. 261-296.
[http://dx.doi.org/10.1016/j.apergo.2010.07.002] [PMID: 20850109] ] integrating the requirements for effective production and a healthy workforce in the analysis and devising of production systems could be a solution to the apparent conflict of interest between Ergonomics and rationalization.
Lean Ergonomics may decrease lead time by eliminating the waste of nonproductive manual material handling movements and activities [9J.J. Galante, "Lean ergonomics", Technical Paper - Society of Manufacturing Engineers, . TP14PUB2.] such as stretching, bending, awkward postures and extensive reaching, as well as increase the efficiency, safety and health of workers [10R.M. Yusuff, and N.S. Abdullah, "Ergonomics as a lean manufacturing tool for improvements in a manufacturing company", Proceedings of the International Conference on Industrial Engineering and Operations Management, pp. 581-588.]. Musculoskeletal disorders [MSDs] have been previously demonstrated to lead to significant decreases in productivity, which are caused by higher absenteeism and injury rates [11R. Wilson, "Guarding the LINE", Ind. Eng., vol. 37, no. 4, pp. 46-49.]. Thus, the Lean team must take into account Ergonomics and safety, at the same time as waste reduction and value creation, core values of the Lean process [11R. Wilson, "Guarding the LINE", Ind. Eng., vol. 37, no. 4, pp. 46-49.]. For instance, by incorporating risk assessments into the value stream mapping process [12J. Kester, "A lean look at ergonomics", Ind. Eng., vol. 45, pp. 28-32.].By creating ergonomic workplaces and jobs, injury and absenteeism rates are reduced; at the same time, productivity, quality and reliability are improved [9J.J. Galante, "Lean ergonomics", Technical Paper - Society of Manufacturing Engineers, . TP14PUB2.] and [10R.M. Yusuff, and N.S. Abdullah, "Ergonomics as a lean manufacturing tool for improvements in a manufacturing company", Proceedings of the International Conference on Industrial Engineering and Operations Management, pp. 581-588.].
Several studies have looked into the potential link between specific lean concepts (e.g. waste reduction and continuous flow) and ergonomics, occupational health and associated risk factors [13R.T. Smith, "Growing an ergonomics culture in manufacturing", Proc. Inst. Mech. Eng., B J. Eng. Manuf., vol. 217, pp. 1027-1030.
[http://dx.doi.org/10.1243/09544050360686879] -16C.A. Sprigg, and P.R. Jackson, "Call centers as lean service environments: job-related strain and the mediating role of work design", J. Occup. Health Psychol., vol. 11, no. 2, pp. 197-212.
[http://dx.doi.org/10.1037/1076-8998.11.2.197] [PMID: 16649852] ]. Additionally, high-strain jobs carry a high risk of musculoskeletal disorders and heavy psychological load, which in turn represent an increase in costs and losses on the part of the company [17I. Nunes, and V.C. Machado, "Merging ergonomic principles into lean manufacturing", 2007 Industrial Engineering Research Conference., Tennesse: Nashville, pp. 19-23.].
In the past 20 years, there has been a widespread dissemination of lean production methods, which has shown the beneficial effects of lean thinking on business performance. The goal of lean manufacturing companies is to strengthen their productivity and use their resources efficiently by removing waste and reducing costs. The lean definition of waste comprises work in progress (WIP), defects and non-value-added-time, such as the time the worker spends waiting for products or performing superfluous movements. Strategies for reducing costs target specific efforts which diminish the resources used on low-quality products, lowering the WIP value and cutting down transportation costs.
Another lean thinking component is the execution of flexible processes as well as the reduction of overburden and stress, which are seen as waste generators [18W.C. Benton, J.J. Cochran, L.A. Cox, P. Keskinocak, J.P. Kharoufeh, and J.C. Smith, Just-in-time/lean production systems.Wiley encyclopedia of operations research and management science., John Wiley & Sons, Inc, .
[http://dx.doi.org/10.1002/9780470400531.eorms0441] , 19D. Schafer, T.S. Abdelhamid, P. Mitropoulos, and G.A. Howell, "Resilience engineering: A new paradigm for safety in lean construction systems", In Proceedings of IGLC16: 16th Annual Conference of the International Group for Lean Construction, pp.723–734, 2008.]. A wide range of studies have investigated the changes in the quality of work life as a result of the implementation of lean manufacturing [20T. Koukoulaki, "The impact of lean production on musculoskeletal and psychosocial risks: An examination of sociotechnical trends over 20 years", Appl. Ergon., vol. 45, no. 2, pp. 198-212.
[http://dx.doi.org/10.1016/j.apergo.2013.07.018] [PMID: 23981516] , 21T. Saurin, and C.F. Ferreira, "The impacts of lean production on working conditions: A case study of a harvester assembly line in Brazil", Int. J. Ind. Ergon., vol. 39, pp. 403-412.
[http://dx.doi.org/10.1016/j.ergon.2008.08.003] ]. The conclusions have attracted both criticism and eulogistic praise for the strategies involved in lean manufacturing. Improvements in health, job satisfaction and job motivation have been reported as the effects of lean manufacturing through interviews and questionnaires done by workers and the analysis of case studies. As a result, workers have noticed an improvement in working conditions and been able to avoid excessive fatigue and accidental injuries [13R.T. Smith, "Growing an ergonomics culture in manufacturing", Proc. Inst. Mech. Eng., B J. Eng. Manuf., vol. 217, pp. 1027-1030.
[http://dx.doi.org/10.1243/09544050360686879] , 22F. Aqlan, S. Lam, S. Ramakrishnan, and W. Boldrin, "Integrating lean and ergonomics to improve internal transportation in a manufacturing environment", IIE Annual Conference and Expo 2014, pp. 3096-310.].
The standardization of work processes in lean production methods could have a negative impact on empowerment and job control [16C.A. Sprigg, and P.R. Jackson, "Call centers as lean service environments: job-related strain and the mediating role of work design", J. Occup. Health Psychol., vol. 11, no. 2, pp. 197-212.
[http://dx.doi.org/10.1037/1076-8998.11.2.197] [PMID: 16649852] ]. On the other hand, many studies have shown a link between the increased work pace and diminished recovery time in lean companies and JIT practices and work standardization [21T. Saurin, and C.F. Ferreira, "The impacts of lean production on working conditions: A case study of a harvester assembly line in Brazil", Int. J. Ind. Ergon., vol. 39, pp. 403-412.
[http://dx.doi.org/10.1016/j.ergon.2008.08.003] ]. The strict application of lean production methods, particularly, has been associated with musculoskeletal risk factors and stress on the part of manual workers [20T. Koukoulaki, "The impact of lean production on musculoskeletal and psychosocial risks: An examination of sociotechnical trends over 20 years", Appl. Ergon., vol. 45, no. 2, pp. 198-212.
[http://dx.doi.org/10.1016/j.apergo.2013.07.018] [PMID: 23981516] , 23C. Lloyd, and S. James, "Too much pressure? Retailer power and occupational health and safety in the food processing industry", Work Employ. Soc., vol. 22, pp. 713-730.
[http://dx.doi.org/10.1177/0950017008098366] ]. This phenomenon arises from the fact that lean processes tend to result in highly repetitive operations, stressful postures and high level of strength requirements, and at the same time remove critical rest times for employees [12J. Kester, "A lean look at ergonomics", Ind. Eng., vol. 45, pp. 28-32.].
According to [24P. Hasle, "Lean Production- An evaluation of the possibilities for an Employee Supportive Lean Practice", Hum. Factors Ergon. Manuf. Serv. Ind., vol. 24, no. 1, pp. 40-53.
[http://dx.doi.org/10.1002/hfm.20350] ] there is a need for further case studies, in which researchers join forces with practitioners in the workplace to introduce LPS in a form that is expected to bring about a favorable employee outcome. Future studies are needed to document the best practices in the integration of MSD prevention into the organizational framework, including the management system. Furthermore, it would be interesting to verify the influence of the evolution of LPS and socio-technical and ergonomics practices on an organization’s performance indicators [25G.L. Tortorella, L.G.L. Vergara, and E.P. Ferreira, "Lean manufacturing implementation: An assessment method with regards to socio-technical and ergonomics practices adoption", Int. J. Adv. Manuf. Technol., vol. 89, pp. 3407-3418.
[http://dx.doi.org/10.1007/s00170-016-9227-7] ]. Although Lean Manufacturing (LM) has been discussed in previous studies, leanness is less investigated [26M.R. Galankashi, S.A. Helmi, M. Hisjam, and A.R.A. Rahim, "Leanness assessment in automotive industry: case study approach", International Journal of Value Chain Management, vol. 9, no. 1, pp. 70-88.
[http://dx.doi.org/10.1504/IJVCM.2018.091110] ] as well as lean related activities [27M.R. Galankashi, and S.A. Helmi, "Assessment of lean manufacturing practices: an operational perspective", Int. J. Serv. Oper. Manag., vol. 28, no. 2, pp. 163-184.
[http://dx.doi.org/10.1504/IJSOM.2017.086308] , 28M.R. Galankashi, and S.A. Helmi, "Assessment of hybrid Lean-Agile (Leagile) supply chain strategies", J. Manuf. Tech. Manag., vol. 27, no. 4, pp. 470-482.
[http://dx.doi.org/10.1108/JMTM-08-2015-0069] ].
The aim of this paper is to answer the question: how the integration of both LPS and Ergonomics can benefit the workers’ welfare while increasing productivity? This paper also identifies the benefits of using an integrated operations management’ approach, using Lean and Agile concepts, to improve, simultaneously, productivity and ergonomic conditions
The study took place in a sanding and polishing production area of a metallurgical company, where absenteeism rate and workers’ complaints were considerable. The strength needed to perform manual tasks as well as their repetitive pattern led to cases of shoulder pain and tendinitis.
Following the lean implementation already launched in other production areas of the factory, Value Stream Mapping (VSM) and waste reduction were the tools used to increase responsiveness and flexibility. By changing the layout configuration from process to cellular, the physical distance between processes was eliminated, thus contributing to a reduction of lead time and WIP. This new configuration also resulted in a reduction in task repetitiveness through the enlargement of tasks. The team also suggested some workstation changes, based on anthropometric studies, in order to reduce WMSD risk.
Simulation was used for performance assessment and decision-making [29J.W. Fowler, L. Mönch, and T. Ponsignon, "Discrete-event simulation for semiconductor wafer fabrication facilities. A tutorial", Int. J. Ind. Eng., vol. 22, no. 5, pp. 661-682.]. In this work, a simulation study was conducted to analyze the initial situation and to help in the decision of layout reconfiguration. Productivity, lead time, WIP and transportation times were the key performance indicators chosen to evaluate the dynamic operation of the system and potential improvements, since a company must be productive, efficient and flexible to stay competitive and profitable in today's market.
Summarizing, this paper provides a unique approach combining Lean manufacturing, Agile concepts and Ergonomics to improve productivity while improving working conditions. The method can be replicated in other production areas, as well as other manufacturing sectors, being a valuable tool for researchers and operations managers.
2. METHODOLOGY
The method used in this work was the case study. According to [30R.K. Yin, Applications of case study research., Sage Publications, Inc.: California SA, .] a case study is defined “…as a research strategy, an empirical inquiry that investigates a phenomenon within its real-life context.” So, the case study is a research methodology that helps to understand, explore or describe a given system in a real context, in which several factors are simultaneously involved. The iterative process of a case study research involves, like any empirical study, the case study design (planning the study and define the objectives/research questions), the preparation for data collection, the data collection, the analysis of data, and the reporting of results.
Fig. (1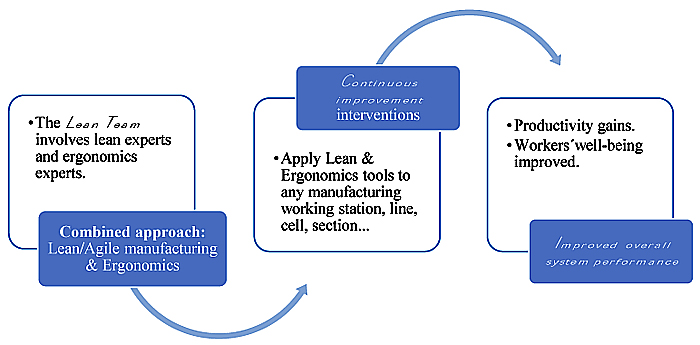 ) provides a conceptual framework for this case study research. The key research question concerns the integration of both LPS and Ergonomics to benefit the workers’ welfare while increasing productivity. The research intends to apply this integrated approach and evaluate the improvements in the two dimensions (productivity and ergonomics conditions) proving that the potential benefits of using this combined approach are real and improve the overall system performance.
) provides a conceptual framework for this case study research. The key research question concerns the integration of both LPS and Ergonomics to benefit the workers’ welfare while increasing productivity. The research intends to apply this integrated approach and evaluate the improvements in the two dimensions (productivity and ergonomics conditions) proving that the potential benefits of using this combined approach are real and improve the overall system performance.
 |
Fig. (1) Conceptual framework for the case study research. |
This case study was conducted in a metallurgical company which produces bath and kitchen taps, door handles, locks, access controls and other bath accessories. The focus of the study was the sanding and polishing area of the factory and its most representative family of products: the spouts family (Fig. 2 ).
).
 |
Fig. (2) Main reference within Spouts family of products. |
The first step was the selection of a multifunctional team, including operators, to analyze the process and to evaluate the current situation in terms of production performance and ergonomic conditions. After an exhaustive analysis, this team suggested some modifications in order to improve ergonomic conditions and reduce waste (e.g., unnecessary movements and transportations), and consequently to reduce lead time and WIP, leading to a more flexible production system. Lean manufacturing techniques, such as Value Stream Mapping (VSM) and seven wastes identification were used to help in the analysis of the system and to accomplish the objectives. A simulation study (using Arena® software) was conducted to perform a dynamic analysis and to evaluate different scenarios, therefore acting as a decision support tool. The RULA (Rapid Upper Limb Assessment) method [31L. McAtamney, and E. Nigel Corlett, "RULA: A survey method for the investigation of work-related upper limb disorders", Appl. Ergon., vol. 24, no. 2, pp. 91-99.
[http://dx.doi.org/10.1016/0003-6870(93)90080-S] [PMID: 15676903] ] was used to evaluate ergonomic conditions since it is especially useful for scenarios in which work-related upper limb disorders are reported.
After the implementation of the suggested improvements, the team measured the production key performance indicators and evaluated the ergonomic conditions, comparing the attained results with the base scenario and assessing the desired gains. If the defined objectives were achieved, the standards were implemented. If not, new improvement proposals were given until the defined objectives were reached. Monitoring the new standards is key to ensuring that they are properly sustained and fulfilled.
The flowchart in Fig. (3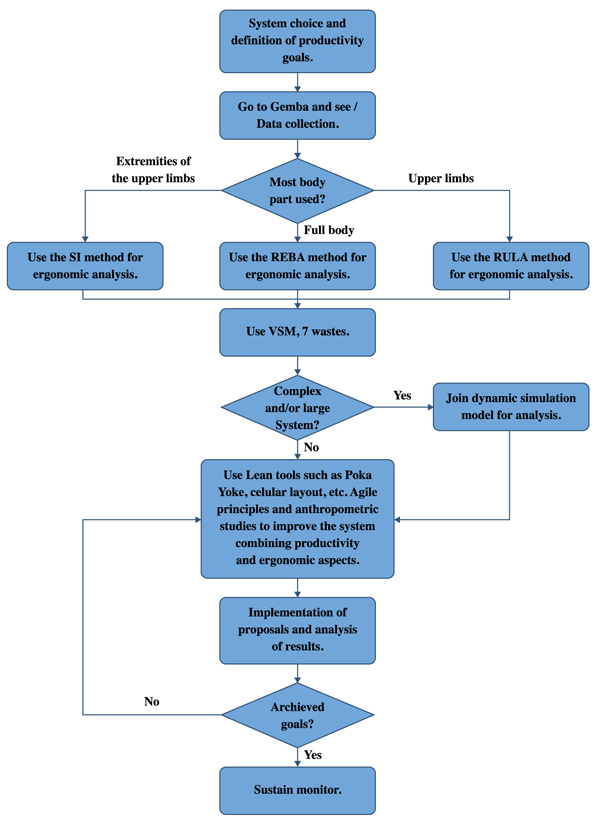 ) depicts these steps. This flowchart can be regarded as a general methodology to apply as an integrated Lean & Ergonomics approach to improve the productivity and the working conditions of workers in any industrial context.
) depicts these steps. This flowchart can be regarded as a general methodology to apply as an integrated Lean & Ergonomics approach to improve the productivity and the working conditions of workers in any industrial context.
 |
Fig. (3) Methodology Flowchart. |
2.1. Lean Manufacturing and Agile Concepts
[30R.K. Yin, Applications of case study research., Sage Publications, Inc.: California SA, .] identified waste “as any human activity which absorbs resources but creates no value”. Value can be defined as “a capability provided to a customer at the right time at an appropriate price, as defined in each case by the customer”. Lean thinking provides a focused approach toward creating customer value while “doing more with less”, which means using less equipment, less human effort, less space, and less time. The lean definition for waste includes work in progress (WIP), defects, and non-value-added time, such as time spent waiting for products and unnecessary movements on the part of the worker. Process improvements, layout arrangement and work organization were considered the principal dimensions to encourage the implementation of lean production practices.
Agile manufacturing represents the capacity to respond efficiently to the constant changes of unpredictable demand [31L. McAtamney, and E. Nigel Corlett, "RULA: A survey method for the investigation of work-related upper limb disorders", Appl. Ergon., vol. 24, no. 2, pp. 91-99.
[http://dx.doi.org/10.1016/0003-6870(93)90080-S] [PMID: 15676903] ]. Agility requires improvements in several areas such as responsiveness, product development time, product standardization, setup time, operations, etc. [32J.P. Womack, D.T. Jones, and D. Ross, Lean Thinking: Banish Waste and Create Wealth in your Corporation., Free Press: New York, ., 33B. Maskell, "The age of agile manufacturing", Supply Chain Manag., vol. 6, no. 1, pp. 5-11.
[http://dx.doi.org/10.1108/13598540110380868] ].
Organizational agility combines two key concepts: responsiveness and flexibility [34R. Narasimhan, M. Swink, and S.W. Kim, "Disentangling leanness and agility: an empirical investigation", J. Oper. Manage., vol. 24, no. 5, pp. 440-457.
[http://dx.doi.org/10.1016/j.jom.2005.11.011] ]. Flexibility measures the ability of a firm to adjust to a given level of production using the same technology. Responsiveness is the speed with which a company can respond to changing customer demands, including unanticipated ones [35N.V.K. Jasti, and A. Sharma, "Lean manufacturing implementation using value stream mapping as a tool – a case study from auto components industry", International Journal of Lean Six Sigma, vol. 5, pp. 89-116.
[http://dx.doi.org/10.1108/IJLSS-04-2012-0002] ].
2.2. Ergonomics Analysis
RULA was the tool used to assess the ergonomic conditions of the worker while performing the job, as it is especially useful for scenarios in which work-related upper limb disorders are reported.
The RULA score varies from one to seven. Scores one and two (action level one) indicate that the posture in question is acceptable if it is not maintained or repeated for long periods of time. Scores three and four (action level two) indicate that further investigation is needed. Scores five and six (action level three) indicate that changes are required soon. Score seven indicates that changes are required immediately.
2.3. Simulation Analysis
[36R. Sanchis, E. Saiz, E. Castellano, and E. Poler, "Leagility in Enterprise Networks Configuration of Capital Goods Sector", 6th International Conference on Industrial Engineering and Industrial Management, pp. 324-331.] defines simulation as “the process of developing a dynamic model, from a real system, in order to understand the behaviour of the system or evaluate different strategies for its operation”. According to [37A. Moussaid, A. Aggour, and A.A. El Hassan, "Impact of the Leagility Concept on the Logistics Flows Optimization: The Moroccan Aeronautic Industry Case", International Colloquium on Logistics and Supply Chain Management: Competitiveness and Innovation in Automobile and Aeronautics Industries, LOGISTIQUA 2017, pp. 129-134, 2017.
[http://dx.doi.org/10.1109/LOGISTIQUA.2017.7962886] ], the main reason for the popularity of simulation is its ability to deal with very complicated models of correspondingly complicated systems, which makes it a versatile and powerful tool.
Simulation is used by operations managers for several tasks such as line balancing, bottleneck identification, layout design/redesign, scheduling plans and dispatching rules testing, etc. According to [38R. Ingalls, "Introduction to simulation", Proceedings of the Winter Simulation Conference 2011, pp. 1374-1388.
[http://dx.doi.org/10.1109/WSC.2011.6147858] ], “if you have confidence in your simulation you can use it to infer how the real system will operate. You can then use your inference to understand and improve the systems’ performance”. A verified, validated and accredited simulation model will convince the decision makers and propel their confidence in the results, thus inciting the implementation of suggested solutions.
Discrete-event simulation is one of the most well-known operations management techniques, used all over the world to model and analyse manufacturing systems. This tool is adequate to dynamically model large and complex systems with several interdependencies and stochastic behaviour. It is possible to evaluate different scenarios through a wide set of performance measures (e.g., throughput, buffer sizes, lead time, utilization of resources) and find opportunities for improvement [39W.D. Kelton, R.P. Sadowski, and N.B. Swets, Simulation with Arena., 5th edMcGraw Hill: Boston, .]. stated that the scenarios of a simulation are used to aid in the decision-making process by helping the company analyze process behavior over time and evaluate the impact of a given change without disrupting the system or investing capital.
In this work, the simulation study was performed using the Arena software, a leading computer simulation package with intuitive graphical user interfaces, menus and dialogues. This simulator allows the user to model complex systems as well as to develop 3D animation models which are critical for capturing the decision-makers' attention.
The simulation study followed the well-known major steps [40M.D. Rossetti, Simulation Modeling and Arena., 2nd edWiley: New Jersey, .]: problem formulation, conceptual modelling and data collection, operational modelling, verification & validation, experimentation, and output analysis. Ideally, the results should be credible enough to convince decision-makers to use them in the real system. With a validated model it is possible to study improvement scenarios. Those solutions must be analyzed in order to understand which scenario brings the “best results” for the real system.
3. RESULTS
The initial situation, corresponding to the current shop-floor conditions, was analysed using, essentially, the following tools: VSM, RULA method and simulation modelling. After this analysis, several improvements were implemented in order to improve production performance indicators, such as lead time and WIP, and also ergonomic conditions. Simulation modelling was also used as a decision-support tool. The results of these steps are described below.
In the base situation, the spouts family of products went through eight processes in the sanding and polishing production area. These processes were physically separated, leading to several kinds of waste.
A VSM, represented in Fig. (4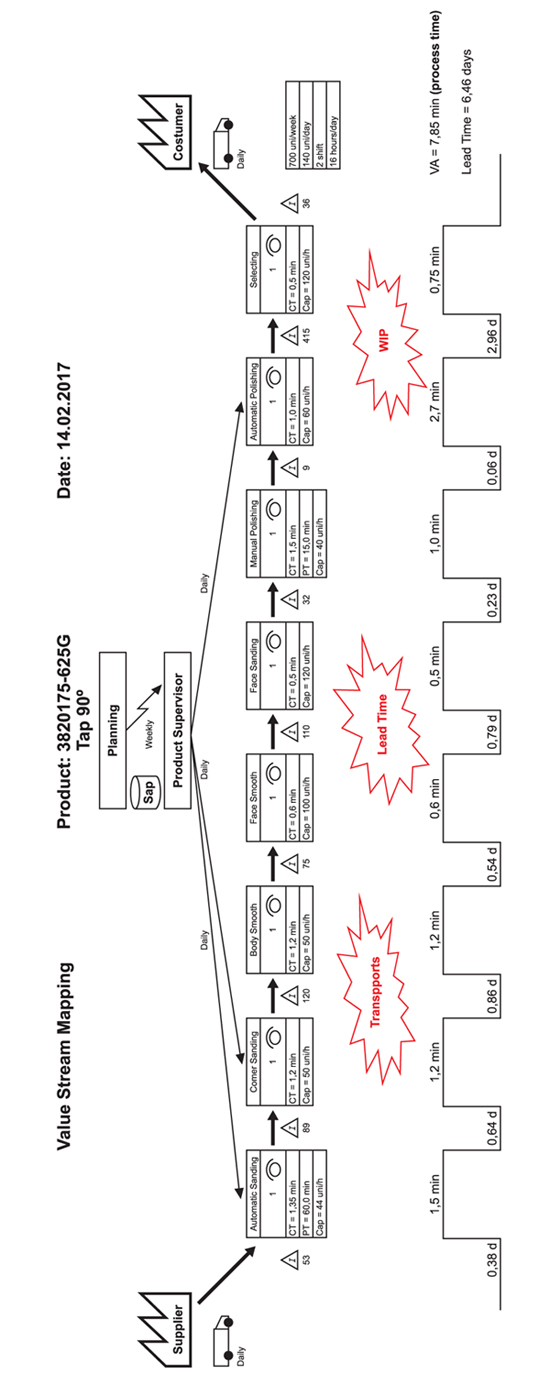 ), was developed to map the current condition. This process mapping was based on observations in the gemba floor and involved all the team, including operators.
), was developed to map the current condition. This process mapping was based on observations in the gemba floor and involved all the team, including operators.
 |
Fig. (4) VSM of the initial situation. |
The first waste identified by the team was related to layout configuration; in this case, a process layout. This type of layout requires batch production, leading to high amounts of WIP. Other kinds of waste caused by this type of layout, and also identified by the team, were handling movements, operator motions and transports of materials between processes. As a result, lead times were considerably high.
The high percentage (around 40%) of rejections/defects was also a big concern for the team. The rejections were mainly due to cosmetic problems, such as scratches originated during transportation or handling, or technical issues originated in previous processes, such as foundry. Parallel to this study, a quality team was created to help in the reduction of rejections. Considerable waiting time was observed during the automatic polishing process, when the operator has to wait for the machine to finish the cycle.
Fig. (5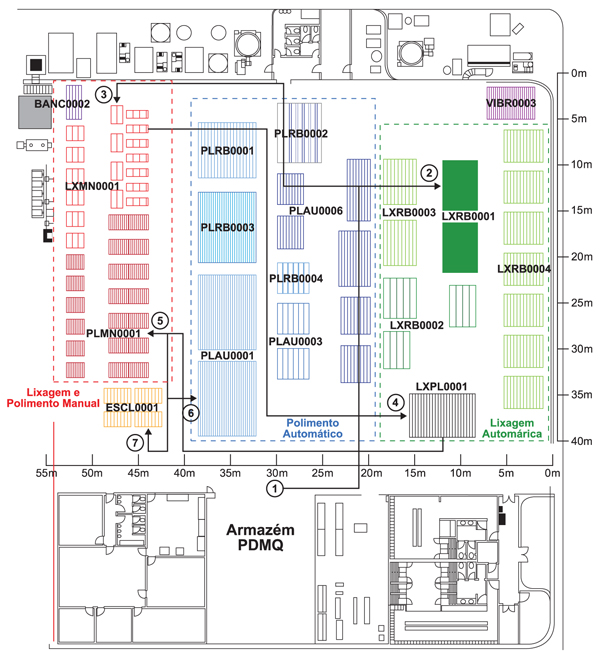 ) depicts the initial layout of the sanding and polishing area and the identification of the spouts products transportation between processes.
) depicts the initial layout of the sanding and polishing area and the identification of the spouts products transportation between processes.
 |
Fig. (5) Sanding and Polishing area layout and spouts transportation path. |
In order to reduce lead time and several kinds of waste such as stocks, transportation, and motion, the team proposed changing the layout from a process to a cellular configuration. This change is aligned with lean philosophy principles and previous studies which state that several companies which have implemented cellular manufacturing layouts have observed improvements in handling times, setups, throughput times and work in process inventories.
Despite the advantages known in theory, in practice there is always great resistance to change. The conversion of layouts requires a huge transformation in working methods as well as a great financial investment and the time availability to make the machine movements. Due to the complexity of the system and according to [41A. Guneri, and S. Seker, "The Use of Arena Simulation Programming for Decision Making in a Workshop Study", Comput. Appl. Eng. Educ., pp. 1-11.
[http://dx.doi.org/10.1002/cae.20182] ], the team decided to perform a simulation study to analyze potential gains and justify, quantitatively, the execution of the project.
The next step was the choice of the representative family of products and references to use in the simulation study. After an exhaustive ABC analysis, the team selected the spouts family, which met both conditions: production cost and production time, 38% and 43% of the total, respectively. Within the family of products, a new ABC analysis was performed with the objective of selecting the final references to be simulated, resulting in four references corresponding to 73% of the total production cost within the spouts family.
In developing the simulation model particular care was taken to model the system as close to reality as possible. The availability of data for the processing times of the tasks involved in the process allowed the fitting of proper statistical distributions to these data. The team members who accompanied the research on site were decisive in this process, as they combined the knowledge of the simulation tool being used with the perception gained during the sanding and polishing process.
After the simulation analysis of the current situation, the team designed and simulated a proposal for a new spouts family layout. Fig. (6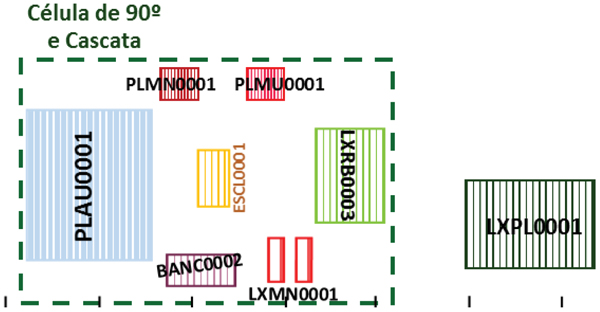 ) depicts the new cellular layout proposal.
) depicts the new cellular layout proposal.
 |
Fig. (6) Cellular layout of the Sanding and Polishing area for the spouts family. |
The verification and validation process is very important for using the simulation models as decision-support tools. Model verification ensures that the program of the computerized model and its implementation are correct and model validation confirms that the simulation model behaves like the real system, consistent with the modeling objectives. The models were verified and validated using different well-known techniques. The verification techniques used were: model traces, structured walkthroughs, output consistency and model animation. The validation techniques used were: predictive validation, historical data validation and Turing tests.
Both simulations were run for 10 working days, 8 hours daily. Also, in order to achieve acceptable 95% confidence intervals for the key performance indicators, a number of 15 replications was settled upon. According to the simulation study, the proposed cellular layout for the spouts family would reduce approximately 80% of the time spent on transports, 30% of the lead time and 50% of the WIP. Table 1 depicts these results.
After the modification in the layout, it was possible to join different tasks which were initially physically separated, such as selecting and automatic polishing or manual and automatic sanding, meaning that the selecting part would be covered by the automatic polishing task due to the elimination of waiting time. This improvement resulted in a productivity increase of 33% in these two processes.
Regarding ergonomic conditions and given that this production section was such a critical area, the RULA scores were not a surprise, as can be seen in Fig. (7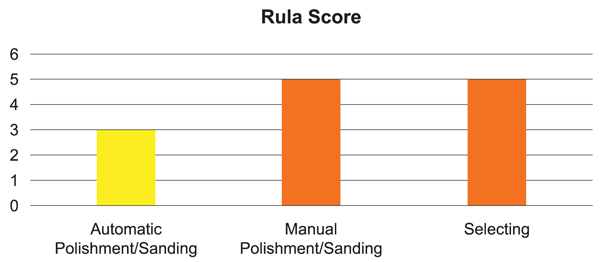 ). Two of the three operations present a score of 5 which indicates that investigation and changes are required soon. Considering the workers' complaints, tendinitis problems and absenteeism rates verified in this production area, the team identified ergonomics conditions as an issue to improve urgently.
). Two of the three operations present a score of 5 which indicates that investigation and changes are required soon. Considering the workers' complaints, tendinitis problems and absenteeism rates verified in this production area, the team identified ergonomics conditions as an issue to improve urgently.
 |
Fig. (7) RULA scores for the initial situation. |
The main ergonomic problems were related to awkward postures, task repetitiveness, tap weight (around 1kg) and strong hand exertions to perform manual tasks. Fig. (8 ) depicts the awkward posture needed to perform the manual polishing task.
) depicts the awkward posture needed to perform the manual polishing task.
 |
Fig. (8) Ergonomic position of manual polishing task. |
The team used anthropometric studies to adjust the workstation to the body characteristics of the operators, e.g., their stature. Therefore, in order to adjust the work plane, eliminate the necessity for the non-neutral position of workers' arms and reduce the need for neck flexion, the team proposed an automatism to adjust the machine vertically according to the operator’s stature. The vertical amplitude of the machine (using the measure from the floor to the centre of the polishing/sanding wheel) was calculated based on the anthropometric database of the Portuguese population [42M.P. Barroso, P.M. Arezes, L.G. Costa, and S. Miguel, "Anthropometric study of Portuguese workers", Int. J. Ind. Ergon., vol. 35, no. 5, pp. 401-410.
[http://dx.doi.org/10.1016/j.ergon.2004.10.005] ], its maximum limit was calculated using the floor-to-elbow measure of men's 95 percentile (1159 mm) and its minimum limit was calculated by using the floor-to-elbow measure of women’s 5 percentile (914 mm).
Another solution found by the team to reduce WMSD risk was the extension of tasks, which was only possible to materialize after the layout changes through the physical proximity of the processes. With the combination of processes, by merging the process of selecting with that of automatic polishing, it was possible to reduce the repetitiveness of the selecting tasks and consequently improve the ergonomic conditions of the worker, thereby lowering WMSD risk. The same happened with the manual sanding workstation, which was merged with that of automatic sanding. Fig. (9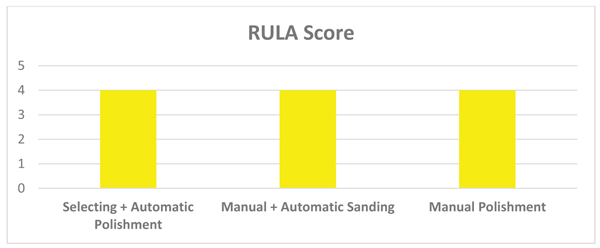 ) depicts the new RULA scores after these improvements.
) depicts the new RULA scores after these improvements.
 |
Fig. (9) RULA scores after improvements. |
According to the RULA method, all tasks now have a score of 4, which means that “further investigation, change may be needed”. Despite the increase in the RULA score in one workstation from 3 to 4, the final balance, in the improvement team's opinion, was very positive due to the reduction of the RULA scores of the other two workstations from 5 (“change soon”) to 4 (“change may be needed”). Furthermore, it was possible to increase productivity by eliminating the waiting time in the automatic sanding/polishing workstations after adding the selecting task.
The implementation of task rotation would not help in this case study as the muscular groups used to perform the different tasks in these processes are the same.
CONCLUSION
Due to the hard competition that companies face nowadays, it is crucial to consider productivity and performance while implementing continuous improvements in the gemba (shop floor). At the same time, jobs are more and more repetitive, leading to musculoskeletal disorders, increased absenteeism and reduced productivity.
The results of this study show that companies should consider both ergonomic aspects and production performance during improvement implementation.
It is important to highlight that the excellent results reached on the performance indicators and ergonomic conditions have much to do with a combined operations management approach linking lean manufacturing and agile concepts. The reduction in lead time by changing the layout configuration led to a more flexible production system and increased responsiveness to the client.
The elimination of several gemba wastes, the new cellular layout, the anthropometric studies and the expansion of tasks were the key operational improvements simulated and implemented in the sanding and polishing area. Regarding job rotation, the team found it very difficult to put it in practice. The majority of the other jobs that could be done by operators in this production area make use of the same group of muscles.
The team found some difficulties during this study, such as the resistance to change from operators and especially from the top management, which was the most complicated to overcome. In this case, the use of simulation played a very important role in the analysis and demonstration of the gains. However, it is a time-consuming tool which requires a considerable set of valid input data and a lot of time and effort to develop a valid and credible model.
The future works of this study include the monitoring of absenteeism rates and follow-up on all the measured indicators to sustain these improvements and implement others, on a daily basis. Since RULA scores of 1 or 2 (acceptable posture) were not reached, there is still a lot of work to do. It is also important to change the current push system to a pull system, so as to make the system more agile.
After this work, it is the authors’ opinion that resistance to change and result sustainability are the main difficulties in improvement projects.
CONSENT FOR PUBLICATION
Not applicable.
CONFLICT OF INTEREST
The authors confirm that this article content has no conflict of interest.
ACKNOWLEGEMENTS
Declared none.
REFERENCES
| [1] | A. Karim, and A. Arif-Uz-Zaman, "A methodology for effective implementation of lean strategies and its performance evaluation in manufacturing organizations", Business Process Management, vol. 19, pp. 169-196. [http://dx.doi.org/10.1108/14637151311294912] |
| [2] | J. Rao, and V. Kumara, "Review of Supply Chain Management in Manufacturing Systems", International Conference on Innovative Mechanisms for Industry Applications, pp. 759-762. [http://dx.doi.org/10.1109/ICIMIA.2017.7975567] |
| [3] | L.B. Zhang, "A Study on Push –Pull Mode of Supply Chain Based on System Dynamics", IEEE International Conference on Grey Systems and Intelligent Services, pp. 1375-1380. |
| [4] | J. Bhamu, and K. Sangwan, "Lean manufacturing: literature review and research issues", Int. J. Oper. Prod. Manage., vol. 34, no. 7, pp. 876-940. [http://dx.doi.org/10.1108/IJOPM-08-2012-0315] |
| [5] | A. Gurumurthy, and R. Kodali, "Justification of Lean Manufacturing Systems", IEEE International Conference on Industrial Engineering and Engineering Management, Singapore, pp. 377-381. [http://dx.doi.org/10.1109/IEEM.2007.4419215] |
| [6] | R.V. Narang, "Some Issues to Consider in Lean Production", First International Conference on Emerging Trends in Engineering and Technology, pp. 749-753.Nagpur, India [http://dx.doi.org/10.1109/ICETET.2008.113] |
| [7] | I.L. Nunes, "Integration of Ergonomics and Lean Six Sigma. A Model Proposal", Procedia Manufacturing, vol. 3, pp. 890-897. [http://dx.doi.org/10.1016/j.promfg.2015.07.124] |
| [8] | R.H. Westgaard, and J. Winkel, "Occupational musculoskeletal and mental health: Significance of rationalization and opportunities to create sustainable production systems - A systematic review", Appl. Ergon., vol. 42, no. 2, pp. 261-296. [http://dx.doi.org/10.1016/j.apergo.2010.07.002] [PMID: 20850109] |
| [9] | J.J. Galante, "Lean ergonomics", Technical Paper - Society of Manufacturing Engineers, . TP14PUB2. |
| [10] | R.M. Yusuff, and N.S. Abdullah, "Ergonomics as a lean manufacturing tool for improvements in a manufacturing company", Proceedings of the International Conference on Industrial Engineering and Operations Management, pp. 581-588. |
| [11] | R. Wilson, "Guarding the LINE", Ind. Eng., vol. 37, no. 4, pp. 46-49. |
| [12] | J. Kester, "A lean look at ergonomics", Ind. Eng., vol. 45, pp. 28-32. |
| [13] | R.T. Smith, "Growing an ergonomics culture in manufacturing", Proc. Inst. Mech. Eng., B J. Eng. Manuf., vol. 217, pp. 1027-1030. [http://dx.doi.org/10.1243/09544050360686879] |
| [14] | S. Yusoff, P. Arezes, N. Costa, J.S. Baptista, M.P. Barroso, P. Carneiro, N. Costa, R. Melo, A.S. Miguel, G. Perestrelo, and P. Cordeiro, “The integration of lean manufacturing and ergonomics approach in workplace design”, Portuguese Society of Occupational Safety and Hygiene., SPOSHO, pp. 579-581. |
| [15] | P.R. Jackson, and S. Mullarkey, "Lean production teams and health in garment manufacture", J. Occup. Health Psychol., vol. 5, no. 2, pp. 231-245. [http://dx.doi.org/10.1037/1076-8998.5.2.231] [PMID: 10784287] |
| [16] | C.A. Sprigg, and P.R. Jackson, "Call centers as lean service environments: job-related strain and the mediating role of work design", J. Occup. Health Psychol., vol. 11, no. 2, pp. 197-212. [http://dx.doi.org/10.1037/1076-8998.11.2.197] [PMID: 16649852] |
| [17] | I. Nunes, and V.C. Machado, "Merging ergonomic principles into lean manufacturing", 2007 Industrial Engineering Research Conference., Tennesse: Nashville, pp. 19-23. |
| [18] | W.C. Benton, J.J. Cochran, L.A. Cox, P. Keskinocak, J.P. Kharoufeh, and J.C. Smith, Just-in-time/lean production systems.Wiley encyclopedia of operations research and management science., John Wiley & Sons, Inc, . [http://dx.doi.org/10.1002/9780470400531.eorms0441] |
| [19] | D. Schafer, T.S. Abdelhamid, P. Mitropoulos, and G.A. Howell, "Resilience engineering: A new paradigm for safety in lean construction systems", In Proceedings of IGLC16: 16th Annual Conference of the International Group for Lean Construction, pp.723–734, 2008. |
| [20] | T. Koukoulaki, "The impact of lean production on musculoskeletal and psychosocial risks: An examination of sociotechnical trends over 20 years", Appl. Ergon., vol. 45, no. 2, pp. 198-212. [http://dx.doi.org/10.1016/j.apergo.2013.07.018] [PMID: 23981516] |
| [21] | T. Saurin, and C.F. Ferreira, "The impacts of lean production on working conditions: A case study of a harvester assembly line in Brazil", Int. J. Ind. Ergon., vol. 39, pp. 403-412. [http://dx.doi.org/10.1016/j.ergon.2008.08.003] |
| [22] | F. Aqlan, S. Lam, S. Ramakrishnan, and W. Boldrin, "Integrating lean and ergonomics to improve internal transportation in a manufacturing environment", IIE Annual Conference and Expo 2014, pp. 3096-310. |
| [23] | C. Lloyd, and S. James, "Too much pressure? Retailer power and occupational health and safety in the food processing industry", Work Employ. Soc., vol. 22, pp. 713-730. [http://dx.doi.org/10.1177/0950017008098366] |
| [24] | P. Hasle, "Lean Production- An evaluation of the possibilities for an Employee Supportive Lean Practice", Hum. Factors Ergon. Manuf. Serv. Ind., vol. 24, no. 1, pp. 40-53. [http://dx.doi.org/10.1002/hfm.20350] |
| [25] | G.L. Tortorella, L.G.L. Vergara, and E.P. Ferreira, "Lean manufacturing implementation: An assessment method with regards to socio-technical and ergonomics practices adoption", Int. J. Adv. Manuf. Technol., vol. 89, pp. 3407-3418. [http://dx.doi.org/10.1007/s00170-016-9227-7] |
| [26] | M.R. Galankashi, S.A. Helmi, M. Hisjam, and A.R.A. Rahim, "Leanness assessment in automotive industry: case study approach", International Journal of Value Chain Management, vol. 9, no. 1, pp. 70-88. [http://dx.doi.org/10.1504/IJVCM.2018.091110] |
| [27] | M.R. Galankashi, and S.A. Helmi, "Assessment of lean manufacturing practices: an operational perspective", Int. J. Serv. Oper. Manag., vol. 28, no. 2, pp. 163-184. [http://dx.doi.org/10.1504/IJSOM.2017.086308] |
| [28] | M.R. Galankashi, and S.A. Helmi, "Assessment of hybrid Lean-Agile (Leagile) supply chain strategies", J. Manuf. Tech. Manag., vol. 27, no. 4, pp. 470-482. [http://dx.doi.org/10.1108/JMTM-08-2015-0069] |
| [29] | J.W. Fowler, L. Mönch, and T. Ponsignon, "Discrete-event simulation for semiconductor wafer fabrication facilities. A tutorial", Int. J. Ind. Eng., vol. 22, no. 5, pp. 661-682. |
| [30] | R.K. Yin, Applications of case study research., Sage Publications, Inc.: California SA, . |
| [31] | L. McAtamney, and E. Nigel Corlett, "RULA: A survey method for the investigation of work-related upper limb disorders", Appl. Ergon., vol. 24, no. 2, pp. 91-99. [http://dx.doi.org/10.1016/0003-6870(93)90080-S] [PMID: 15676903] |
| [32] | J.P. Womack, D.T. Jones, and D. Ross, Lean Thinking: Banish Waste and Create Wealth in your Corporation., Free Press: New York, . |
| [33] | B. Maskell, "The age of agile manufacturing", Supply Chain Manag., vol. 6, no. 1, pp. 5-11. [http://dx.doi.org/10.1108/13598540110380868] |
| [34] | R. Narasimhan, M. Swink, and S.W. Kim, "Disentangling leanness and agility: an empirical investigation", J. Oper. Manage., vol. 24, no. 5, pp. 440-457. [http://dx.doi.org/10.1016/j.jom.2005.11.011] |
| [35] | N.V.K. Jasti, and A. Sharma, "Lean manufacturing implementation using value stream mapping as a tool – a case study from auto components industry", International Journal of Lean Six Sigma, vol. 5, pp. 89-116. [http://dx.doi.org/10.1108/IJLSS-04-2012-0002] |
| [36] | R. Sanchis, E. Saiz, E. Castellano, and E. Poler, "Leagility in Enterprise Networks Configuration of Capital Goods Sector", 6th International Conference on Industrial Engineering and Industrial Management, pp. 324-331. |
| [37] | A. Moussaid, A. Aggour, and A.A. El Hassan, "Impact of the Leagility Concept on the Logistics Flows Optimization: The Moroccan Aeronautic Industry Case", International Colloquium on Logistics and Supply Chain Management: Competitiveness and Innovation in Automobile and Aeronautics Industries, LOGISTIQUA 2017, pp. 129-134, 2017. [http://dx.doi.org/10.1109/LOGISTIQUA.2017.7962886] |
| [38] | R. Ingalls, "Introduction to simulation", Proceedings of the Winter Simulation Conference 2011, pp. 1374-1388. [http://dx.doi.org/10.1109/WSC.2011.6147858] |
| [39] | W.D. Kelton, R.P. Sadowski, and N.B. Swets, Simulation with Arena., 5th edMcGraw Hill: Boston, . |
| [40] | M.D. Rossetti, Simulation Modeling and Arena., 2nd edWiley: New Jersey, . |
| [41] | A. Guneri, and S. Seker, "The Use of Arena Simulation Programming for Decision Making in a Workshop Study", Comput. Appl. Eng. Educ., pp. 1-11. [http://dx.doi.org/10.1002/cae.20182] |
| [42] | M.P. Barroso, P.M. Arezes, L.G. Costa, and S. Miguel, "Anthropometric study of Portuguese workers", Int. J. Ind. Ergon., vol. 35, no. 5, pp. 401-410. [http://dx.doi.org/10.1016/j.ergon.2004.10.005] |